Twój koszyk
W koszyku nie ma jeszcze produktów
- rozwiązania
- 0 polubień
- 1290 odwiedzin
Temperatura procesu produkcyjnego i samego produktu jest bardzo ważnym wskaźnikiem fizycznym w prawie każdym procesie produkcji przemysłowej. Dotyczy to również branży energetyki słonecznej. Kamery na podczerwień firmy Optris wykorzystywane do usług przemysłowych, zyskują na znaczeniu w branży solarnej dzięki nowym rozwiązaniom w zakresie technologii czujników podczerwieni, jak również obniżek cen na tą technologię.
Szczególnie w sektorze energii słonecznej, produkcja i monitorowanie modułów słonecznych opiera się na wielu właściwościach procesów termicznych. Kompaktowa i szybka kamera termowizyjna optris PI160 jest często wykorzystywana do wizualizacji i monitorowania takich procesów.
Monitorowanie temperatury w procesach lutowania
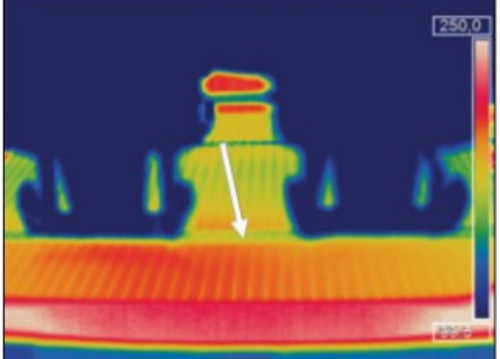
Zdjęcie 1: Elementy indukcyjne na ogniwie słonecznym podczas procesu lutowania.
Rozdział temperatury płytek do produkcji modułów słonecznych odbywa się podczas lutowania ciągłego. Zapewnia to niezawodny i wydajny proces montażu. Pomiar temperatury odbywa się na powierzchni krzemowej, która jest połączona z punktem lutowania. W ten własnie sposób jest mierzona jakość lutowania. Wyzwania stojące podczas monitorowania procesów lutowania to: odpowiednia miejscowa i czasowa rozdzielczość, ponieważ nagrzewanie punktów lutowania może nastąpić w czasie krótszym niż jedna sekunda. Dzięki rozdzielczości 160x120 pikseli oraz częstotliwości klatek 120 Hz dla całego obrazu, kamera na podczerwień optris PI160 stała się odpowiednim urządzeniem do[nbsp] monitorowania tego procesu.
Poniższe ilustracje pokazują przykłady procesu lutowania indukcyjnego podczas produkcji ogniw słonecznych. Najpierw ogniwo słoneczne wchodzi w obszar lutowania. Nad komórką znajdują się dwa metalowe paski oznaczone białą strzałką na rysunku 1, które będą lutowane na ogniwie. Następnie odbywa się podgrzewanie indukcyjne, elementy zbliżają się do drutu i dociskają drut do ogniwa słonecznego.
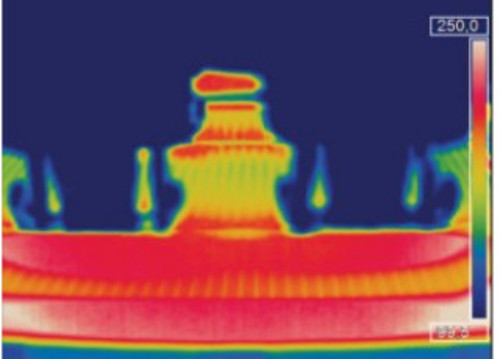
Zdjęcie 2: Dopływ ciepła do płytki krzemowej podczas procesu lutowania.
Poprzez wytworzenie obszaru indukcyjnego drut nagrzewa się i łączy z metalowymi stykami ogniw słonecznych. Jak wskazuje ilustracja 2 proces energii cieplnej w ogniwie słonecznym jest dość wyraźnie widoczny. Na tym etapie ważne jest aby nie przekraczać określonej temperatury krzemu, ponieważ istnieje możliwość pęknięcia płytek z powodu wewnętrznych tarć i pozostaje ono bardzo wysokie.
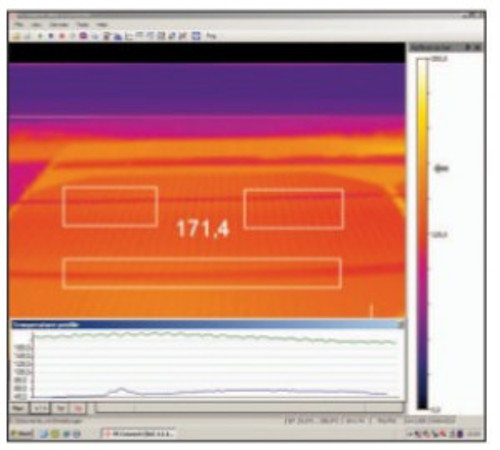
Zdjęcie 3: Zrzut ekranu oprogramowania PI Connect dostarczanego wraz z kamerą PI160.
Monitorowanie temperatury podczas procesów laminowania
Kolejnym obszarem zastosowania kamery termowizyjnej optris PI160 jest monitoring termiczny procesów laminowania po tym, jak pojedyncza płytka zostanie przylutowana do całego ich łańcucha. Postępowanie oparte na monitorowaniu termicznym może zapewnić równomierny rozdział temperatur na całej powierzchni panelu podczas fazy ogrzewania i chłodzenia.
Funkcja kontroli ogniw słonecznych
Bezkontaktowy pomiar termograficzny w podczerwieni jest niezbędnym narzędziem do sterowania funkcjami ogniw słonecznych[nbsp] z równoczesną obserwacją za pomocą kamery na podczerwień. Oddzielenie ładunku generowanego przez ekspozycję światła na ogniwo słoneczne prowadzi do wycieku w wadliwych elementach.[nbsp]Powoduje to lokalne ogrzanie komory, które można wykryć za pomocą kamery termowizyjnej optris PI160 jako gorącego punktu. Schemat procesu przedstawiono na rysunku 4.
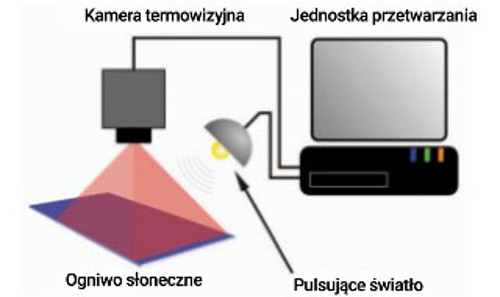
Zdjęcie 4: Schematyczne rozmieszczenie elementów procesu termograficznego.
Inną metodą inspekcji jest termografia Dark Lock-In. Ogniwo słoneczne jest połączone z zasilaczem i będzie reagować podczas emisji ciepła. Kamera termograficzna może wspierać wykrywanie lokalizacji punktów o niskiej jakości poprzez pomiar temperatury powierzchni.
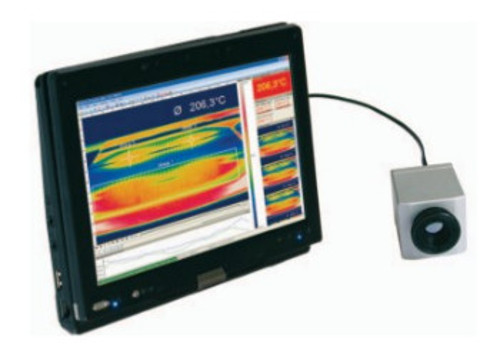
Zdjęcie 5: Mała i jednocześnie szybka kamera na podczerwień - mobilna lub stacjonarna - do wykrywania słabych punktów modułów słonecznych.
Zalety kamer termowizyjnych
Powyższe zastosowania kamer termowizyjnych doskonale pokazują zalety bezkontaktowego monitorowania temperatury:
- Pomiar temperatury odbywa sie bez wpływu na obiekt lub proces.
- Temperatura może być mierzona podczas poruszania się obiektu, jego trudnej dostępności lub bardzo gorących przedmiotów podczas trwającego procesu.
- Pomiar odbywa sie w czasie rzeczywistym, dzięki czemu temperaturę można skorygować w trakcie procesu.
- Cały proces jest dokumentowany za pomoca filmów termowizyjnych i obrazów, które mogą być częścią audytów jakości.
Nowoczesne kamery termowizyjne są cenione dzięki wyjątkowo kompaktowej konstrukcji i wysokiej częstotliwości wyświetlania obrazu 120 Hz. Dzięki czemu możliwa jest łatwa integracja istniejącej metody audytu z trającymi procesami oraz jednoczensnymi momentami na testowanie.
Źródło: materiały firmy Optris GmbH